


Gage R&R
It was William Thomson, Lord Kelvin, who more than 125 years ago made the famous statement “To measure is to know”…but just as important is the sentence that followed: “If you cannot measure it, you cannot improve it.”
In the world of colour, the visual assessment is often seen as the most important, colour is a visual property. Although this is correct, it is difficult to communicate with this to define the perceived colour, a lot of experience is needed to indicate the colour deviation compared to the reference and it is very difficult (not impossible!) to perform statistically reliable evaluations.
In the field of quality of plastics, among other things, the most commonly applied standard was ISO/TS 16949:2009. In 2016, the International Automotive Task Force released a new version, in line with ISO 9001:2015, but with specific requirements for the automotive sector, with IATF and ISO agreeing that the new version will only be published on the IATF website and ISO “merely” reports a referral. Compliance with this standard is mandatory for Original Equipment Manufacturers (OEMs) and suppliers of the automotive industry and is combined by suppliers with ISO 9001:2015. Manufacturers who do not supply to the automotive industry only use ISO 9001:2015.
By the way, both standards are important instruments in developing, implementing and improving the effectiveness (and efficiency) of a quality management system; ISO 9001 is generically applicable and IATF 16949 is specifically for the automotive industry.
One of the important tools, and input, for continuously improving the quality of plastics, among other things, is the so-called “Measurement System Analysis”, or MSA, where, with a prescribed systematic, a process part or measuring device (the measuring system) is statistically assessed for Repeatability and Reproducibility; this produces the well-known “Gage R&R” (Gage Repeatability & Reproducibility).
The Gage R&R is therefore a methodology to test the precision of your process (part) or measuring instrument, which examines whether the measuring system gives the same result when the same product is measured several times by the same employee (Repeatability) and whether the measuring system has the same results when 2 or 3 employees measure the same product a number of times (Reproducibility).
Although IATF 16949:2016 includes a paragraph to perform an MSA on non-numeric results (pass/fail assessment), the numerical MSA provides much more information about the degree of deviation and where or what the deviation might be; the latter is crucial in formulating improvements.
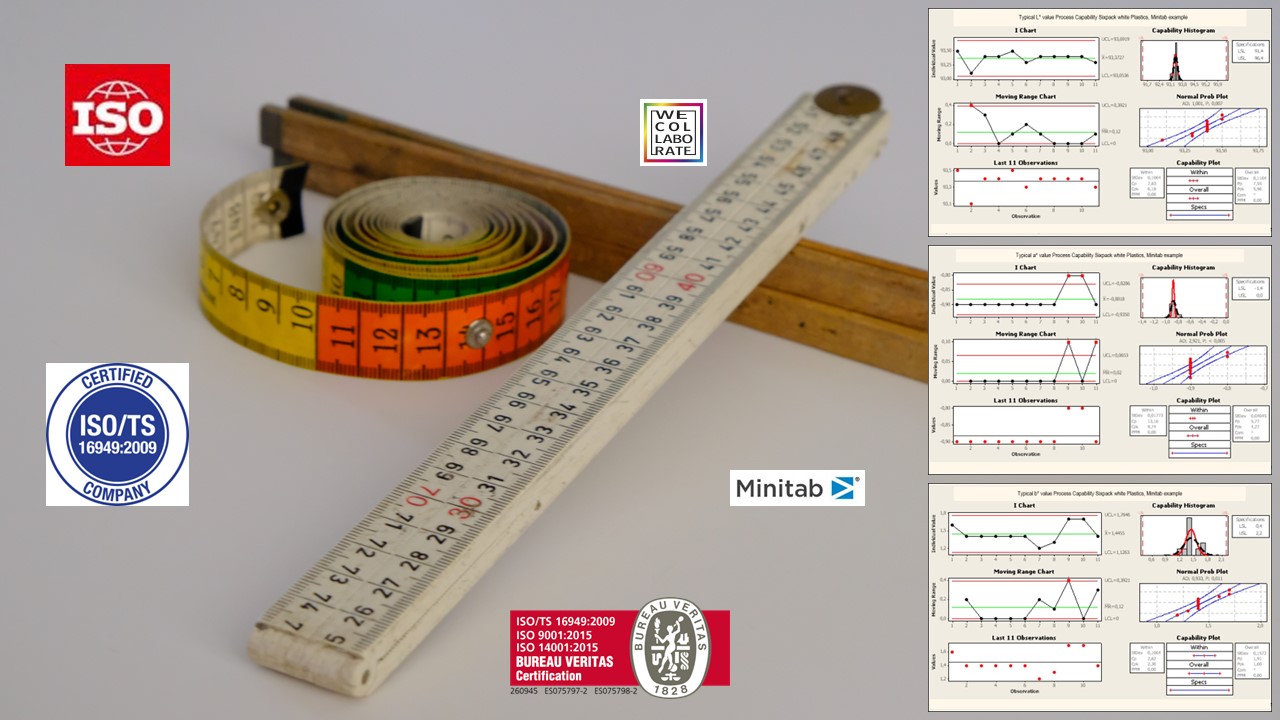
Fortunately, soon after its founding in 1931, CIE (“Commission Internationale de l'Éclairage” or “International Commission on Illumination”) developed the CIE colour space and defined the numerical L*a*b*. This not only means that a colour is defined numerically and precisely (fire brigade red can be slightly different in each country!), but statistics are possible and therefore also an MSA.
But with colour it is not that simple!
Because black colours are still extremely difficult to measure, with enormous differences between the measuring instruments of different suppliers (both in absolute terms and in the Δ's L*a*b*E*), so what will be the norm? Customers tend to apply the specifications of paints and lacquers also to plastics, but if you have complex compositions, the colour variation is much higher, so how do you deal with the very high Gage R&R results? The colour analysis of plastics must be done on injection moulded plaques and that results in an additional (temperature) variation, but how many manufacturers include injection moulding in the MSA?
Performing MSAs properly is quite a lot of work and is not always one of the favorite activities of laboratory technicians and managers, but it is essential for quality and must be done properly (!):
- Plan the MSA well in advance and prepare it well with everyone involved.
- Define all variations in your measurement system (from sampling to injection moulding to colour analysis); having an SPC/SQC system is vastly important (that could be a theme for one of the future blogs).
- Select three materials and colours where an MSA really has added value. And no, don't just choose those materials that will surely give you a good Gage R&R, because the goal is to improve. A good way to choose is to include your customers in your choice: which material or colour has well-defined customer specifications!
- Indicate clearly where and why a numerical MSA is not (yet) an option; for example, could a non-numeric MSA be used for the black colours?
- For example, use Minitab software to evaluate the MSA, this really saves time!
- Take the MSA and Gage R&R results seriously: Discuss this not only internally, but also with your customers. And define follow-up actions that you really effectuate.
And then you might just discover that the temperature or speed of injection moulding could be improved, that a laboratory technician needs additional training, that the customer's specifications need to be more realistic (even per product) or that your production process can be more optimal.
For MSAs, like any other quality instrument, the “Measuring is Knowing” principle applies….
or as H. James Harrington** says: “What you can measure, you can control and improve. Measuring is the first step that leads to control and then to improvement. If you can't measure something, you can't understand it. If you can't understand it, you can't control it.”
** USA, a.o. author of more than 55 books and numerous software packages related to Organisational Performance Improvement and Business Process Improvement (BPI).
Feel free to contact us or request a quotation