


More than meets the eye!
We don't know it any differently: Husqvarna and Stihl house brand applications are (mostly) orange, Bosch power tools are green for consumers and blue for professionals, high voltage applications can be RAL2003 orange (!), Phoenix Contact connectors are often green (and all sorts of other colours) and most electrical fuses are RAL7035 light grey.
It often seems so simple to produce these Colours in a variety of materials, such as paints, lacquers and plastics.
In the world of plastics, many specialists focus on product properties and process settings. And rightly so, because materials must be stable, strong, or flame-retardant, among other things. Processes must be (cost-)efficient, safe, repeatable, and reproducible with minimal use of raw materials, water and energy.
While an average plastics production company has at least 4 Product and Process Technologists, there's often only one Colour Specialist. On the one hand, this makes sense, as "Colour" is the umbrella term applicable to all types of plastics in development and production, but on the other, it also reflects the importance given to it.
In my experience, the Colour Specialist rarely participates in the various product and process discussions. Designers only consider the required Colour for the application at the very end. R&D programs usually focus solely on new products or optimising existing production processes, and Colour is taken for granted: if everything else is good, Colour will be good too (and if not, the Colour Specialist will have to resolve it).
And only since I started weColLaborate have I been invited by companies, often newcomers, but also experienced companies, in the field of Colour, to help improve their Colour competency and Colour processes.
My motto is that Colour is an integrated part of R&D and Production…and that means, in my opinion, that you need at least two Colour Specialists!
Because it's more than meets the eye, consider where Colour plays a role:
Which plastic? ...The reactivity of polymer or other raw materials with pigments and dyes requires knowledge of (technological) chemistry and processes.
What Colour should it be, light grey or high-chromatic red? ...The thermal or oxidative stability of engineering plastics, in relation to material properties, is routinely researched in various programs, but rarely in combination with the most visual material property, Colour, and the selection of relevant pigments and dyes.
How will the plastic be produced, how will it be injection moulded or 3D printed? …There are all sorts of studies on glass fiber distribution and tensile strength (or Charpy), temperature and its influence on viscosity, screw geometry and homogeneity, temperature and cycle time versus crystallinity and flow behaviour, but the variation in inorganic/organic pigments and dyes is rarely considered. It is that, for example, nigrosine has a huge influence on crystallisation (and therefore cycle time) and UL even requires an "all-color" listing, but otherwise Colour as a parameter would disappear here as well. Colour is the sum of all possible variations in raw materials and processes, so, do you have the specialists in-house to interpret this effectively and precisely?
And, not unimportantly, what specifications are requested by customers? …In my experience, Colour specifications are very important to customers, while meeting the other specifications is almost a given (the material is selected based on that). However, does Sales and Marketing engage in a technical discussion with the customer about the Colour specifications? For example, whether the request is relevant and/or feasible?
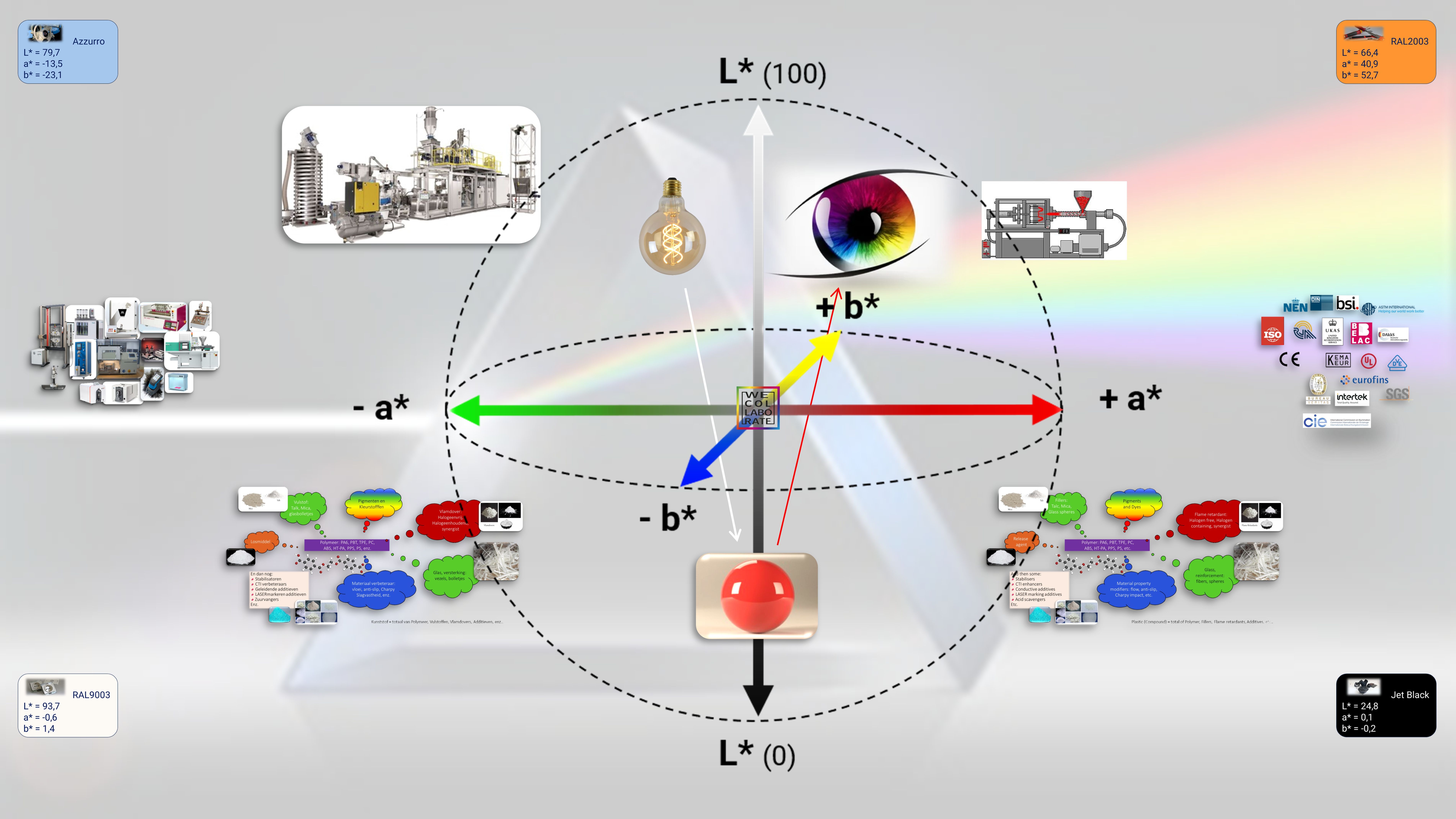
The property Colour and, among others, the L*a*b* Colour parameters include order, standardisation (CIE and ISO), scientific and mathematical models – For the selection of pigments and colourants, knowledge and expertise of chemistry is essential to develop a stable (thermic/oxidative, UV/Light) recipe for each material – In the compounding of Engineering Plastics, Colour is a parameter that not only says something about the quality of the colourants and recipe, but also about the production process itself.
In short: whether it concerns analytical and organic chemistry or (product/process) technology, in the development and production of any material, Colour is a characteristic that should not be underestimated.
Colour often (still) seems a necessary evil rather than a feature that truly demonstrates your technological prowess. There are of course exceptions, like Polycarbonate, where Colour is high on the agenda, and things have improved somewhat in recent years for the other Engineering Plastics materials, driven in part by the "new mobility" of highly chromatic Colours like RAL2003. However, it all needs to be more integrated and taken seriously.
We need to lose the historically "narrow-minded" view of Colour for Engineering Plastics and start seeing Colour as a (chemical) technology. This requires specialists with knowledge and experience, well-trained Colourists and Laboratory technicians for implementation and analysis, and Colour as a full-fledged property in the Quality and Management System.
Feel free to contact us or request a quotation